


解决方案
SOLUTION
详细信息
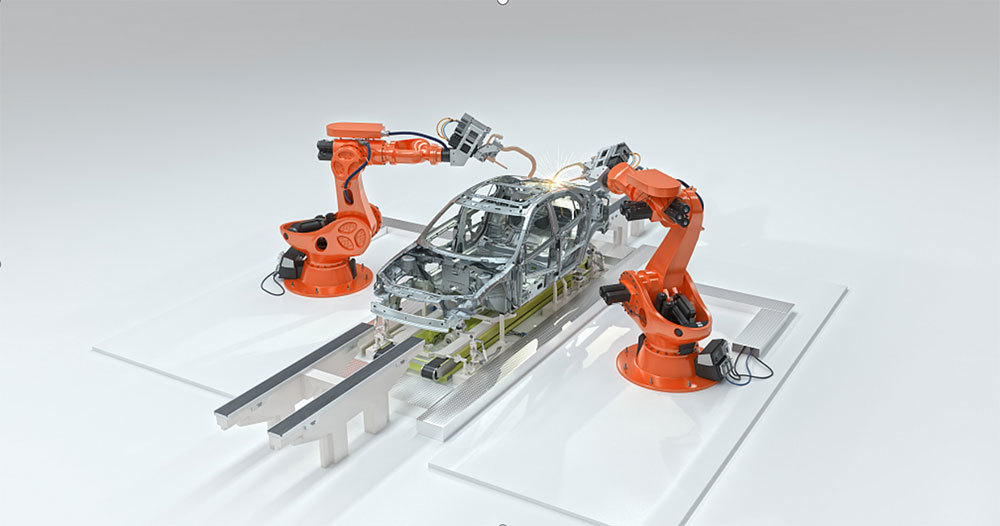
由于生产过程需多人进行协作,经多次搬运与翻转,生产效率低且零件一致性差。点焊时火花四溅,作业环境较为恶劣。工人进行机械化的反复操作,动作浪费多,劳动强度高,诸多浪费与低效等导致生产成本过高。基于此背景,结合工业机器人的应用,我司设计了集上下料与点焊加工生产于一体的多工位自动化点焊线体,对传统生产模式进行革新。

产品简介:点焊机器人按照示教程序规定的动作、顺序和参数进行点焊作业,根据焊接工艺可以单机工作站形式存在,也可以流水线方式存在。
适用领域:白车身。
主要工艺设备:机器人系统,工装系统,焊接系统,环保系统,安全系统等。
点焊工作站
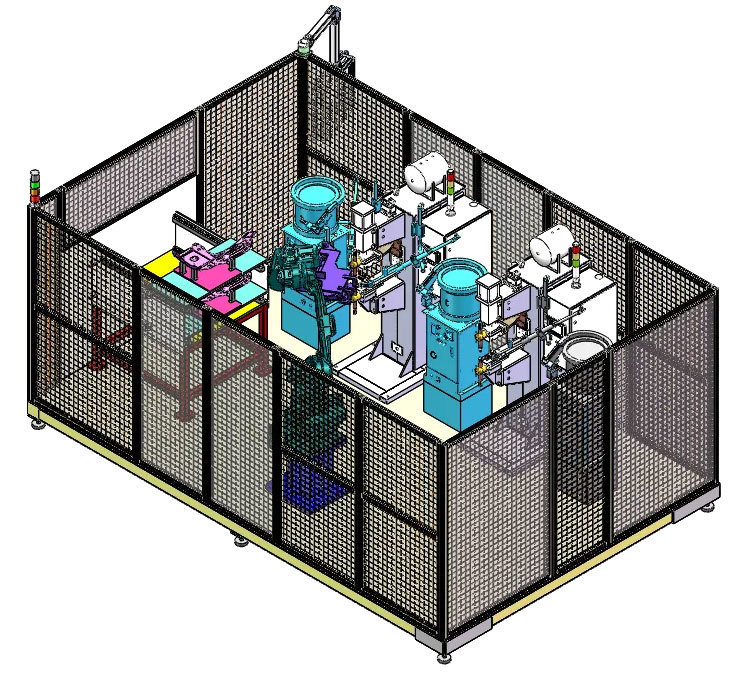
机器人系统:点焊机器人本体 控制器 示教器
焊接系统:点焊机 焊接控制器 焊枪 冷却系统
工装系统:工装夹具 变位机 工位旋转台 电控箱
环保系统: 净化除尘设备 烟尘收集罩 除尘管道
安全系统:安全防护围栏 安全光栅 安全门锁
机器人抓具:焊枪|抓具切换盘 抓具 切换存放架
电极修磨器 机器人底座 机器人滑轨
其它方案
我要咨询
您好!
感谢您访问澳门威泥斯人8016官方网站,如有合作意向或建议,请通过一下方式联系我们,我们会尽快与您联系,谢谢!
售后服务:400-1570-886
商务合作:023-67191932
简历投递:xzrsk01@mosesrobot.com
商务合作及售后服务:yyb@mosesrobot.com
加入供应商体系:cxb@mosesrobot.com
地址:重庆市渝北区朗月路6号(导航:澳门威泥斯人8016)
手机版
官方公众号
钉钉企业主页
©️ 2022 澳门威泥斯人8016 页面版权所有 网站建设:中企动力重庆 seo标签  渝公网安备50011202503039号 营业执照
渝公网安备50011202503039号 营业执照
- 售后服务 400-1570-886
- 售后服务
- 商务合作 023-67191932
- 商务合作
- 邮箱
- 在线留言
- 返回顶部